Background
The most common method for producing engineered wood flooring involves bonding a thin veneer/lamella of wood to a thicker substrate or core which is normally plywood. Adhesive is applied to the plywood and the veneer are placed on top of the plywood and pressure is applied to bond the components together. In the case of Engineered Wood Flooring, the substrate is normally plywood of a fixed length (between 4 - 8 ft) and the veneer is random in length (between 2-10 ft).
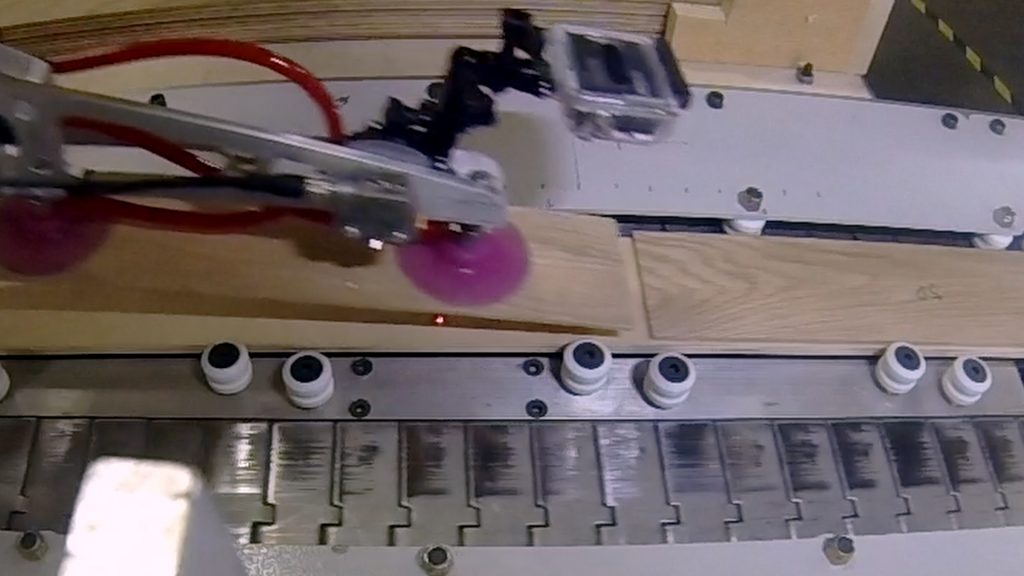
A common method used to manufacture flooring requires applying an adhesive to the top of the plywood and then crowding the plywood together end to end on a continuously moving conveyor. Random length veneers are then placed manually or mechanically on top of the plywood end to end and fed through a press to bond the plywood to the veneer. A subsequent sawing operation is used to cut on the veneer joints, resulting in random length engineered flooring. The random length components are then further processed to machining on all 4 edges, end matching and side matching.
It is very important that the top veneer joints are not near the bottom plywood joints. This ensures a strong bond and solid end joints during the subsequent laminating and machining processes (end matching and side matching). Using the manual lay-up method, feed speeds make it is difficult for the operator to not only identify the plywood butt joints, but as well, to select proper veneer lengths so that the veneer joints do not come into close proximity with the plywood joints.